
■ 破れたバキュームコントローラーを直そう!(30104-PC0-015 編)
report: 2008/08/18
update: 2011/11/20
update: 2011/11/20
このページでは、30104-PC0-015 のリペア方法について解説します。対象車種は以下のとおりです。
・EII (MT)
・EIII (MT)
・U (MT)
・U-Topics (MT)
 これが 30104-PC0-015 です(以下、-015 と略)。
これが 30104-PC0-015 です(以下、-015 と略)。 左より、
左より、1. ホンダ 30104-PC0-015
2. 日産 22301-32R02(プレーリー CA20 シングルキャブ用:最終 = 1995/09)
3. 日産 22301-V6000(使用車種不明)
です。
2 と 3 は 1 とロッドの長さや厚さは異なりますが、ハウジングの形状は全て同じです。
いろいろと事前にリサーチした情報(謎)により、中に使われているダイヤフラムは全て同じものであることが確認できています。
ただ、残念なことに 2 と 3 はどちらも現在日産に在庫なしです(2008/08 現在)。
※ 2008/09 追記: 22301-32R02 は 1 ヶ月程度で入荷しました!
※ 2010/06 追記: 注文の翌日に入荷したそうです。
※ 2011/11 追記: 残念ながら、供給終了になったようです...
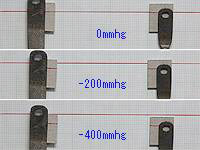 その情報により、ストロークや内部のスプリングの硬さが違うのはわかっていたんですが、とりあえず 1 と 3 のストロークの測定してみました。右が 1 で、左が 3 です。
その情報により、ストロークや内部のスプリングの硬さが違うのはわかっていたんですが、とりあえず 1 と 3 のストロークの測定してみました。右が 1 で、左が 3 です。3 は 0〜-100mmhg では 1 より柔らかい(= 同じ負圧でストロークが大きい)感じです。
負圧を掛けるとロッドが少し右に傾いでしまうので差が判りにくいのですが、最大ストロークは、
1. 最大ストローク ≒ 6.0mm
3. 最大ストローク ≒ 4.0mm
といった感じです。
デスビ内でブレーカープレートにバキュームコントローラーのロッドが接続されている部分の半径が約 26mm なので、計算するとバキュームコントローラーのストロークと点火時期の関係は約 4.4°/mm となります。6mm ですと 26.4°になりますので、サービスマニュアルの数値(こちらの D4R83-16 のバキューム特性)と大体合っていますね。
ちなみに、日産用の 3 のロッドを加工して無理やりつけると、ストロークが 4.0mm なので、最大進角が 17°ぐらいになってしまいます。
 まずはハウジングのカシメの部分に切れ込みを入れてカシメを起こし、リークしている純正品と日産のドナーの両方をバラします。
まずはハウジングのカシメの部分に切れ込みを入れてカシメを起こし、リークしている純正品と日産のドナーの両方をバラします。ハウジングは 1.0t の鉄製で全周がカシメられていますので、かなり手強いです。僕は 1.3φ のリューターバーを装着したリューターをこのように万力に固定し、下から持ち上げるようにして切込みを入れました。切り込みは 20°毎に 18 箇所入れ、不要になったニッパなどを利用してカシメを起こしました。
使ったリューターバーはヤフオクで買った加工業者放出の中古品なんですが、さすがにタングステンカーバイト製の超硬バー。面白いように鉄が削れます。5 分程度で18 箇所の切込みを入れられました ^^)
 ハウジングのカシメを外すとここまで分離できます。
ハウジングのカシメを外すとここまで分離できます。右側のトップハウジングの中央部がバキュームコントローラーのリフト量を調整する部分です。調整機構は内側と外側の 2 重になっていますが、これがずれると困るので触らないようにしましょう。
# 頂部から封止剤が充填されて固定されていますので、不注意で動くようなことはありませんので、ご安心ください ^^)
次に左側中央部のロッドのカシメ(水色矢印部)を 6.5φ 以上のドリルなどで揉んで外します。
 カシメ部ですが、軸がかなり固くはまっていて、ドリルで揉んだだけでは簡単に抜けない場合があります。
カシメ部ですが、軸がかなり固くはまっていて、ドリルで揉んだだけでは簡単に抜けない場合があります。その場合はダイヤフラムを固定している金具(0.5t)が変形しないように、写真のようなあて板などをしてピンポンチなどを使って打ち抜きます。
固くはまっていると、どうしても打ち抜いた時にダイヤフラムを挟んでいる金具が多少すり鉢状に変形したりします。
変形してしまった場合はアンビルなどの上で金具にあて板をしながら叩き、平らに修正します。
 このカシメを外すとこのように全部バラバラになります。
このカシメを外すとこのように全部バラバラになります。部品は写真の左上より右向きに組み立てられています(右端の矢印の次は同じ色の矢印のところへ)。
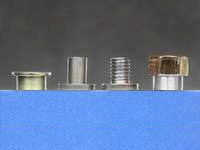
 取り出した部品のうち、特性に影響しそうなものはこの 3 点です。いずれも左が前述の 1 で右が 2 です。
取り出した部品のうち、特性に影響しそうなものはこの 3 点です。いずれも左が前述の 1 で右が 2 です。スプリングの自由長や線径、金具の細い部分で規定されるストローク量などが異なることがわかります。
 取り出したダイヤフラムはこちらです。
取り出したダイヤフラムはこちらです。左が新品の 2 から取り出したダイヤフラム、右がリークしていた 1 から取り出したダイヤフラムです。
写真が小さいのでわかりにくいですが、右はプラスチックのようにパリパリになってひび割れています。左はもちろんひび割れなどなく、触った感触もゴムの弾力性があってしなやかです ^^)
 ここが今回のキモになるのですが、加工がかなり困難な部分です。
ここが今回のキモになるのですが、加工がかなり困難な部分です。左の二つが中央のカシメを外した直後のロッドの頂部と、そこにセットされているスペーサーです(3 つ前の分解写真の水色矢印の部品)。
中央右側がロッドに M6-P1.0 のダイスでネジ山を切った状態、右端が M6 の高ナットから旋盤で削り出したスペーサー兼固定ナットです。
ロッドの径は 5.5φ なのですが、M6 でお茶を濁しました。実際に組んでみるとかなりしっかり固定できるのですが、常に振動と熱サイクルにさらされる部分なので、固定時には気密性確保の意味も含めて、耐熱性のある接着剤(JB ウェルドなど)を併用します。
ロッドの中心の穴には、上側ハウジングについているストローク調整用のロッドが入ってストロークを規制するため、-901 編 のように、ロッドにタップでネジ山を切ってボルトで固定するわけには行きません。
 加工した部品を使って内部を組み上げた状態です。
加工した部品を使って内部を組み上げた状態です。ナットの頭がここに入るスプリングと干渉することもなく、かなりしっかり固定できました。
 ハウジングを組み立てるときは、"ロッドの平面部"、"下側ハウジングの取り付けネジの穴"、"上側ハウジングの負圧ホース接続部" それぞれの相対的な角度が、元通りになるように注意して組み立てます(写真参照)。
ハウジングを組み立てるときは、"ロッドの平面部"、"下側ハウジングの取り付けネジの穴"、"上側ハウジングの負圧ホース接続部" それぞれの相対的な角度が、元通りになるように注意して組み立てます(写真参照)。 ハウジングのカシメを戻すときは、全体のカシメを均等に戻してから広げた万力などにフランジ部が掛かるように逆さまに置き、カシメ部にピンポンチなどをあててハンマーで確実にカシメます。
ハウジングのカシメを戻すときは、全体のカシメを均等に戻してから広げた万力などにフランジ部が掛かるように逆さまに置き、カシメ部にピンポンチなどをあててハンマーで確実にカシメます。カシメが緩いと元の木阿弥になりますので、確実にカシメて下さいネ!
 組み立て終わったら動作確認をします。
組み立て終わったら動作確認をします。バキュームポンプで負圧を掛けたときに負圧が保持され、ロッドが約 6mm 引き込まれれば OK です。
後は錆びないように錆止めの塗装などを行って完成です!
 ちなみに、左が今回カシメを外すのに使用した 1.3φ の超硬リューターバーです。
ちなみに、左が今回カシメを外すのに使用した 1.3φ の超硬リューターバーです。右はダイソーで買ったダイヤモンドホイールですが、これでもカット可能でした。
左はシャンク径が 3.2φ、右は 2.4φ なのですが、お手持ちのリューターのコレットチャックとサイズが合わない場合は、ホームセンター等で ドレメル や プロクソン のコレットが売られています。
